信息摘要:
1问题提出 近几年来,橡胶行业的技术创新使输送带的生产出现大型化、智能化趋势,胶料新配方不断采用,ERP计算机软件成功进行成本控制,加快了橡胶输送带高承载、宽幅化新产品
1问题提出
近几年来,橡胶行业的技术创新使输送带的生产出现大型化、智能化趋势,胶料新配方不断采用,ERP计算机软件成功进行成本控制,加快了橡胶输送带高承载、宽幅化新产品的开发步伐。随着输送带的强力从原来的ST6300型以下,开始向ST 7000型以上发展,最高达到ST10000型,促进了输送带用钢丝绳向多结构、大直径和超高强度化技术方向发展。
泓异集团紧紧抓住市场机遇,利用输送带用钢丝绳生产经验、技术和装备,主动与国外一些著名的橡胶输送带生产企业如固特异、大陆、凤凰、普利司通、横滨等制订技术协议,试制新型输送带用钢丝绳,以及双方联合开发当前国际先进水平的高强力输送带。不仅完成了原材料的选择、钢丝热处理及镀锌工艺优化、钢丝绳的结构设计、生产设备的选型与使用等工作,还试制了各种新结构、不同规格的输送带用钢丝绳样品,提供给用户进行样带的生产与检测,测试结果达到其设计要求。其中,供给固特异公司的一种输送带用钢丝绳新产品,使固特异公司试制出国际首条ST10000型的钢丝绳芯输送带,创造了橡胶输送带生产史上的一个奇迹。
相对于目前橡胶骨架材料行业形势的发展,GB/T12753-2008《输送带用钢丝绳》标准显然技术相对落后,已经不能满足指导当前生产输送带用钢丝绳的要求,迫切需要进行修订。
2标准修订内容的技术研究
2.1标准修订理念
随着绿色胶带观念的提出,骨架增强材料降低成本、节能减排的要求越来越迫切。新常态经济形势下,橡胶输送带工作超负荷化、结构复杂化、材料复合化、价格白刃化,对钢丝绳芯材料技术要求越来越高。国内外绿色输送带生产企业要求开发相应
“绿色”型的钢丝绳,即在钢丝绳公称直径相同的前提下,钢丝的公称抗拉强度应至少提高100MPa,钢丝绳的最小破断拉力增加5%,以提高输送带的强力;或者是在钢丝绳最小破断拉力等值的情况下,钢丝绳公称直径至少减小5%,以减小输送带自身的重量。
从满足用户使用要求的角度来考虑本标准的修订,就是要采用经济型结构的钢丝绳。绿色钢丝绳的技术开发方案是既要扩大钢丝绳的公称直径范围,又要提高钢丝的公称抗拉强度,从而增加钢丝绳的最小破断拉力,超越客户需求,达到品质卓越。
增加钢丝绳最小破断拉力的途径,一方面增加钢丝绳中的钢丝根数,提高钢丝的总横断面积,需要靠改变钢丝绳的结构来实现;另一方面,提高钢丝的公称抗拉强度,需要通过对钢丝绳材料和生产工艺创新才能实现。
2.2钢丝绳结构研究
众所周知,增加钢丝股数、钢丝的总根数都可以增加钢丝总横断面积-0,但是,钢丝绳工艺设计困难,钢丝绳生产过程、工艺技术管理可能会出现很多问题,尤其是会出现钢丝绳松散、残余应力大、质量合格率低等现象。
为此,泓异集团在原6×7-WSC、6×19-WSC和6×19W-WSC标准结构的基础上,试验了8x
19-IWRC(4×7)、8×19-IWRC(7×7)、8×19-
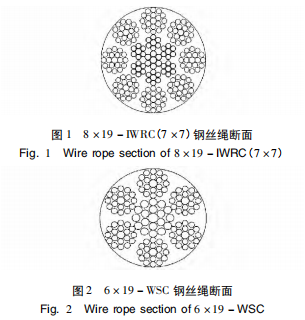
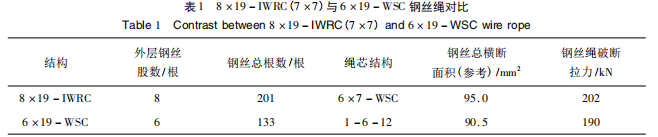
WSC(1×37中心股1×3)和8×19-WSC(1×37)等4种不同绳芯结构的输送带用钢丝绳,外层股采用8股结构。与外层6股结构的钢丝绳相比,在直径相同和钢丝抗拉强度相同的基础上,外层8股的钢丝绳既提高了钢丝绳的破断拉力,又增加了钢丝绳的柔韧性。014.5mm 2460MPa结构8×19-
IWRC(7×7)与6×19-WSC的钢丝绳断面形状分别如图1、图2所示,数据对比结果见表1。
钢丝外层股数或钢丝总根数的增加,使钢丝与橡胶黏结的总表面积相对减少,从而影响钢丝绳与橡胶的黏合强度,特别是橡胶不易渗透到中心股的中心钢丝上,造成输送带的橡胶渗透性不达标。为了保证钢丝绳与橡胶渗透性,研发了一种特殊生产工艺,将外层股外层钢丝中的若干相间隔的钢丝表面加工成螺旋凹槽,螺旋凹槽的深度为该钢丝公称直径的0.5%左右,宽度为该钢丝公称直径的2%左右,螺旋间距为该钢丝公称直径的0.55倍左右;表面设有螺旋凹槽的钢丝数量为钢丝股的外层钢丝数量的40%左右。采用这种工艺生产的钢丝绳,可以确保钢丝绳既具有超高的强度,又与橡胶具有优良的附胶率、黏结强力和渗透性。目前,泓异公司研发的新结构输送带用钢丝绳已经申请国家专利。
2.3钢丝绳制造工艺研究
2.3.1钢丝用材料
决定钢丝公称抗拉强度的关键因素之一是生产用原料,即盘条(也称线材)的钢号。提高钢丝公称抗拉强度最有效的途径之一是选择含碳量高的盘条。
GB/T12753-2008《输送带用钢丝绳》规定的钢丝公称抗拉强度为1960、2060、2160、2260、
2360、2460MPa。如果钢丝绳的最小破断拉力增加5%,钢丝公称抗拉强度相应要提高100MPa,则钢丝公称抗拉强度为2060、2160、2260、2360、
2460、2560MPa。原生产钢丝选择碳质量分数为
0.72%~0.87%的盘条,而生产2560MPa的钢丝至少要选用碳质量分数0.90%的盘条,这也促进了92B、97B等盘条生产技术水平的提高。
2.3.2钢丝镀锌工艺
由于输送带橡胶配方的改进和钢丝绳强度的超高、大直径化,为了保证钢丝绳与橡胶的黏合强度,采用钢丝热浸锌工艺取代电镀锌工艺,大大提高了钢丝的锌层质量;热镀锌采用木炭、氮气和电磁3种不同抹拭方式,控制钢丝上锌量,确保了制造的钢丝绳与输送带的橡胶附胶率和黏结强度。
采用热镀锌生产的超高强度、不同结构及公称直径的钢丝绳与各个输送带厂的橡胶黏合的附胶情况如图3所示,测试的附胶率均可达到80%~100%。
2.3.3钢丝绳生产技术改进近年来,温界集团对生产输送带用钢丝绳的工艺装备进行了技术改造。目前生产输送带用钢丝绳的工艺过程如下。
(1)原料选用国内宝钢、武钢、沙钢或进口日本的82B、87B等优质高碳钢热轧盘条,并严格按照JISG3506-2004《高碳钢盘条》标准国进行检验。
(2)盘条采用智能化、环保全密封悬挂式连续自动化生产线进行酸洗、涂研表面处理。
(3)大盘重化生产的盘条表面处理后,采用鸭嘴式放线,并进行冷却良好、自动控制的大盘重高速干拉,严格控制钢丝温升、拉丝模温度和卷简温度。
(4)钢丝热处理、热镀锌在引进国际最先进的高速生产线上一次完成,其生产工艺:天然气明火加热奥氏体化一索氏体化一高温酸洗一热镀锌。生产过程采用计算机智能化控制钢丝温度、炉膛温度、铅液温度、锌液温度和收线速度。
(5)采用高速重型水箱拉丝机定尺生产制绳用镀锌钢丝,严格控制钢丝应力和锌层质量。
(6)钢丝采用双捻机高速挖制成半成品股,再使用大轴承高速管式成绳机捻制成钢丝绳,并利用泓界集团的专利计米器精确自动控制钢丝绳的长度。
(7)采用国内外先进的分析、检测装备进行包括锌层质量、伸长率的钢丝绳全性能检测。
(8)使用国际不同输送带厂不同配方的胶料,进行钢丝绳与橡胶黏合测试,确保客户的输送带产品使用性能。
(9)采用绿色环保型清洁的包装材料,使用可回收的盘具包装钢丝绳,并用干燥剂对钢丝绳进行防潮保护。
(10)SAP大数据系统提供每批钢丝绳详细的材料、生产工艺、检测等数据和质量证明书。
3结语
(1)提高输送带用钢丝绳的经济性是GB/T
12753-2008输送带用钢丝绳》修订的方向,能为增加该产品国际竞争力和为绿色输送带在国内推广应用提供必要的标准技术支撑。
(2)经过研究,对GB/T12753-2008输送带用钢丝绳》进行以下修改。
a:增加外层为8股的结构钢丝绳:6×19-WSC和6×19W-WSC结构钢丝绳直径范围调整为6-16mm
b:钢丝的抗拉强度调整为2060、2160、2260、
2360、24602560MPa级别,取消1960MPa级别,增加2560MPa级别。
:钢丝绳的强度级别改为I级、Ⅱ级和Ⅲ级。
I级、Ⅱ级为原高强度级和原特高强度级,取消原普通强度级。Ⅲ级相当于在原特高强度级即Ⅱ级基础上,钢丝的抗拉强度再增加100MPa的级别。
d:修改钢丝用盘条规定。
e:增加6×19-WSC和6×l9W-WSC中心股的中心钢丝也可以用1×3结构的钢丝股替代的规定。
f:增加数值修约与检测数值的判定规定。
(3)该标准修订后,标准水平可以达到国际先进水平,可以有条件转化为国际标准。







