信息摘要:
1问题的提出 压实钢丝绳适用于港口机械、矿井提升、索道牵引、起重运输等重要场合,是国内外优先发展的高效钢丝绳品种之一,随着生产技术的不断发展,国内外市场对高性能压实
1问题的提出
压实钢丝绳适用于港口机械、矿井提升、索道牵引、起重运输等重要场合,是国内外优先发展的高效钢丝绳品种之一,随着生产技术的不断发展,国内外市场对高性能压实钢丝绳的需求越来越大1".在压实钢丝绳中,股中钢丝、绳中绳股或二者兼而有之呈现出压实状态。
高性能细规格压实钢丝绳以其填充系数大、表面光滑、伸长率小、破断拉力高、尺寸精度高等特性,广泛应用于汽车推拉索、摩托车控制拉索、高档自行车刹车线等场合,压实钢丝绳生产方法有拉拔法、轧制法和锻打法3种1],或者2种方法的组合。目前国内钢丝绳企业已有采用模拉法生产压实股,再对压实股钢丝绳锻打,生产制造双压实钢丝绳的成功实践。
20世纪90年代起,江苏法尔胜集团有限公司(简称法尔胜)开始研发压实钢丝绳,但由于受生产技术、装备、市场等因素限制,没有取得实质性的进展。
2001年起,法尔胜重新启动压实钢丝绳研发工作,确定了以高性能、细规格压实钢丝绳为主要研发目标的课题。
2002年,在确定生产方法之前,通过资料收集、与业内工程技术人员交流,并结合生产产品和生产设备,对3种生产方法分别进行工艺试验对比,试验结果得知:采用拉拔法、轧制法生产压实钢丝绳,生产效率相对较高,但是内外层钢丝变形不均匀,变形较难涉及到内层钢丝,钢丝残余应力较大;而采用锻打法生产的压实钢丝绳内外层钢丝变形均匀,变形较易涉及到内层钢丝,钢丝的残余应力较小,在性能上更具优势,因此决定采用锻打法研发压实钢丝绳。
2锻打压实钢丝绳的研制
2.1设备选购
在锻打设备的选择上,经过市场调研,选择西北机器厂生产的715/T型旋锻机和江苏某线软轴软管厂使用的DZP-200型旋锻机,以及德国某公司生产的HE-16V型旋锻机作为锻打设备,结合市场需求,选择了市场需求量较大的K1×19-15压实钢丝绳作为研发目标,配丝设计:=046mm=023m s=040m分别在上述3个设备上对1×19S-1.6钢丝绳进行对比试验,结果见表1
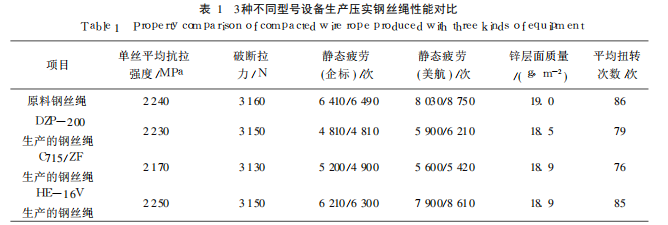
疲劳试验机由法尔胜技术中心设计制造,企标疲劳标准为Q320231923-99美航疲劳标准采用ML-W-83420D由表1看出,使用国产设备和进口设备,生产的1×19-15压实钢丝绳的单丝平均强度、破断拉力、锌层面质量以及扭转次数变化不明显;而疲劳次数使用国产设备均下降了约2%,进口设备无明显变化。
此外,还对1×71×19M1×19W7×77×
19M等不同结构、规格的钢丝绳进行锻打试验,并对比破断拉力、疲劳性能、表面质量等性能,结果证实,采用HE-16V设备生产的锻打钢丝绳与715/F DZP-200生产的钢丝绳相比,各项指标均具有较大的优势,最终决定引进德国HE-16V旋锻机进行研发、生产。
通过对相当数量的点接触钢丝绳进行锻打,在生产实践的基础上取得了理论上的新认识:在控制点接触钢丝绳锻打总量(变形率)和锻打次数,并在使用进口设备的条件下,可以保证钢丝绳弯曲疲劳次数不明显降低。
22锻打模具国产化
2003年引进的设备安装调试结束,由于其只配套了按要求设计的一种规格的模具,而从国外采购模具,不仅价格高,而且生产、交货周期长,不能满足多规格、多品种试验和生产的需求,因此在进行工艺试验的同时,通过测绘模具外形,检测模具硬度,同时参照进口模具的各项性能要求,结合生产需要,开展锻打模具的国产化工作。就模具的材料、加工工艺以及与设备配套试用等情况,结合产品质量,进行反复选择、比较、调整,最终基本实现了模具的国产化,降低了成本,同时对模具的保养、维护积累了经验。
23生产工艺探索
基于市场调研得到的产品信息,以及公司生产实际情况,锻打钢丝绳的试生产大多采用点接触钢丝绳。
关于点接触钢丝绳可否锻打的问题,在国内钢丝绳行业有不同认识。国内传统的观点认为点接触钢丝绳不能或者不宜锻打。但是在实际生产过程中,有相当数量厂家,根据不同行业用户的需求,进行了点接触钢丝绳锻打的尝试,并把产品推向汽车推拉索、高档自行车刹车线、医疗保健器械等市场。
试制过程中发现,不同结构、规格的钢丝绳采用不同的丝径配比、不同断面压缩率,锻打后其各项性能均有不同,因此锻打钢丝绳的生产工艺必须精确设计1].
锻打压实钢丝绳的工作方式是通过滚珠的高速旋转,由锻锤推动四瓣组成的圆形模具击打中间的钢丝绳促使其变形。钢丝绳在变形过程中,表面钢丝变平,中间缝隙减小,钢丝与钢丝之间的接触由点接触变成了压实状态,因此,对点接触钢丝绳丝径配比越好、实际配用钢丝的直径差异越小以及钢丝绳捻制越均匀,则锻打后的压实钢丝绳填充越好,金属密度越大,对应相同规格的普通钢丝绳破断拉力就越大。
在锻打过程中,对同一根钢丝绳,采用不同的走线速度进行锻打,其性能也大不相同,对比试验结果见表2
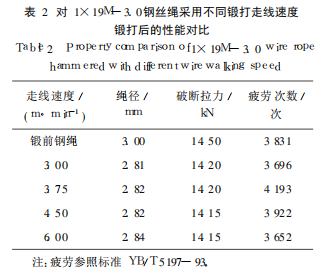
由表2可以看出,同一根钢丝绳,采用不同的走线速度进行锻打,破断拉力变化不大,但是疲劳性能变化较大,主要原因是钢丝由点接触向压实态变形过程中有一个相对合适的变形量,如走线速度太快,在相同时间内对相同长度段钢丝绳打击的次数少,变形量相对较小,锻打后的钢丝绳与原料钢丝绳相比,各方面的性能变化不大;走线速度太慢,变形量过大,钢丝之间由于过分挤压,股中钢丝相互产生压痕,反而降低了钢丝的力学性能,极端情况下,可能会导致钢丝的断裂,最终损坏钢丝绳的整体性能。点接触钢丝绳锻打工艺的形成,不仅与原料绳钢丝的丝径配比、锻打压缩率密切相关,锻打时的走线速度也必须严格控制。为确保锻打钢丝绳的性能,不同规格、结构的压实钢丝绳在生产之前必须进行小样模拟试验,只有选择最合适的锻打工艺才能生产出质量最佳的钢丝绳。
2.4细规格压实钢丝绳的批量生产在进行试验、积累数据、完善生产工艺的同时,根据国内外市场需求进行了小批量试生产,从2005年开始,1×19S-1.5,1×19-15镀锌锻打钢丝绳正式向国内客户供货,2006年,1×7一1.90不锈锻打钢丝绳先后通过了国外客户的实物样品检测和现场生产审核,产品开始向北美市场出口,现用的细规格锻打钢丝绳生产工艺稳定,产品质量得到了客户的认可,其中镀锌锻打钢丝绳数量较大,主要供应国内用户,不锈锻打钢丝绳主供出口,
2.5锻打钢丝绳典型产品生产工艺部分已经应用于市场的典型产品的锻打生产工艺参照表326在线生产技术锻打设备本身是一套独立的生产设备,对于己经定型的产品来说,如果将钢丝绳的捻制与锻打结合起来即可实现在线锻打,从而显著提高生产效率,通过对现有生产设备进行选型、改造,并将锻打设备安装在普通捻股机的压线模之后,即可生产出压实钢丝绳,并实现在线生产14,锻打设备与捻绳装备组合生产线如图1所示。“在线变形”具有省设备、省工时、省场地、省人员的特点,但需要高质量的捻股装备以及有较强责任心的操作人员相配合,
3结语
压实钢丝绳通常采用线接触股绳制成,但部分点接触钢丝绳通过合理的工艺配比,制成的压实钢丝绳也能很好地满足客户对产品的使用要求。国内对压实钢丝绳的研发重点大都集中在中、大规格压实钢丝绳的应用上,对细小规格压实钢丝绳涉及较少,因此对细规格压实钢丝绳不论是研发还是生产,都有相当多的课题需要攻坚。对细规格钢丝绳锻打后的直线性、回转数控制、表面光洁度以及钢丝绳在锻打后整体性能的提升还需进一步的研究。尽管压实钢丝绳具有优点,但如同任何结构钢丝绳一样,绝非万能1],只有生产出能够满足市场不同需求的钢丝绳才是钢丝绳生产者追求的最终目标。







