16 × 6: IWRC 抗旋转钢丝绳研制
随着工业技术的发展,抗旋转钢丝绳已经逐渐替代普通单层股钢丝绳,在起重机场合应用越来越广泛,其特有的抗旋转性能可大幅提升钢丝绳的使用寿命。18×7+IWS钢丝绳是一种工艺较为成熟的抗旋转钢丝绳,但经过长期使用,逐渐暴露其结构缺陷:芯绳出现的早期失效无法直接发现,导致其存在严重的安全隐患口。开发16×6:IWRC结构钢丝绳,不但能丰富抗旋转钢丝绳的结构品种,为起重机钢丝绳提供更多选择,而且克服了18×7+IWS钢丝绳结构的先天缺陷,在一定程度上解决了普通结构钢丝绳不能同时兼顾抗旋转性和抗冲击性的问题。
1. 16×6:IWRC钢丝绳结构及特点
1.1结构
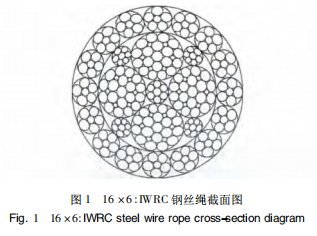
16×6:IWRC是23×7类钢丝绳的一种新结构,具有与35(W)×7类钢丝绳相似的破断拉力和抗旋转性能。GB/T8706-2006和ISO17893:20040中对23×7类钢丝绳的结构进行了定义:23×7类钢丝绳中组绳总股数(不含芯股)为21~27根,最外层绳股数为15~18根,成绳次数为2次,股层数为2层,外层股为在中心钢丝外捻制4~8根钢丝的单层钢丝股。参考国外钢丝绳相关技术资料,设计结构为16×6:IWRC的钢丝绳:总股数为25根,最外层股数为16根,结构为1×6,2次成绳,股层数2层,钢丝绳截面如图1所示。
1.2特点
从理论上对比16×6:IWRC和18×7-WSC2种结构钢丝绳的抗旋转性、抗冲击性和破断拉力,了解16×6:IWRC钢丝绳的特点。
1.2.1抗旋转性
16×6:IWRC钢丝绳与18×7-WSC钢丝绳抗旋转性在相关标准中没有明确给出,ISO21669:
2005只给出了钢丝绳抗旋转性能的试验方法,因此先从理论上分析比较2种钢丝绳抗旋转性能。文献2]给出18×7-FC钢丝绳抗旋转性能的研究方法:在理想情况下,各股产生于垂直钢丝绳轴线的切向力F相同,假设绳股为“钢丝”,将“钢丝”面积与到钢丝绳中心距离之积视为力矩,然后将相同方向力矩相加,通过比较不同方向力矩和之比,即可评价不同结构钢丝绳的抗旋转性能,比值越接近1,说明钢丝绳抗旋转性能越好。按照此方法分别对18×7-
WSC和16×6:IWRC钢丝绳的抗旋转性进行比较。
为了便于计算,捻距取无穷大,钢丝绳直径为D,2种钢丝绳产生力矩与内层绳产生力矩之比计算结果见表1。

从表1数据可看出,16×6:IWRC不同方向力矩和之比为2.338,而18×7-WSC为3.823,这说明16×6:IWRC钢丝绳的抗旋转性能要优于18×7-WSC钢丝绳。16×6:IWRC钢丝绳外层股数相对较多,且内层绳直径大,有利于提高钢丝绳抗旋转性能。
1.2.2破断拉力
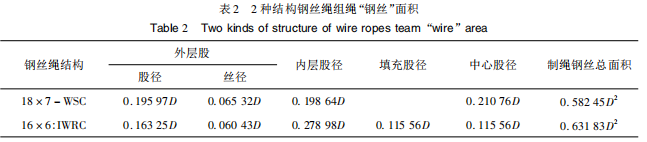
相同级别、规格钢丝绳破断拉力与钢丝总面积相关[日,因此可以通过计算组股钢丝总面积来比较钢丝绳的破断拉力。为了计算方便,假设钢丝绳捻距无穷大,并将组绳单根股看作单根钢丝,计算数据见表2。
2 16×6:IWRC-28.00钢丝绳研制
从表2中的数据可以看出18×7-WSC钢丝绳总钢丝面积相比16×6:IWRC钢丝绳总钢丝面积要小,从组绳钢丝面积大小可以得出16×6:IWRC的破断拉力高于18×7-WSC。
1.2.3抗冲击性
从结构上来看,18×7-WSC钢丝绳组绳外层股数12根,相比16×6:IWRC外层股16根较少,所以对于相同规格的钢丝绳,16×6:IWRC内层绳股直径相比18×7-WSC要大。16×6:IWRC与18×7-WSC内层绳直径之比大约为1.13,内层绳直径大,则刚性好,因此,16×6:IWRC抗冲击性能要好。
2 16×6:IWRC-28.00钢丝绳研制
2.1研制过程
2.1.1钢丝绳生产工艺参数16×6:IWRC钢丝绳中股的排列方式为1+4+4F/16,中心股和填充股结构为1×7,内层股结构为1+6+6F+12,外层股结构为1×6,钢丝绳先捻制内层绳,再捻制外层绳。设计绳径为(1~1.05)D,执行GB8918-2006,公称抗拉强度1770MPa,最小破断拉力455kN。
2.1.2钢丝绳股径计算
16×6:IWRC一-28.00钢丝绳有4种不同规格的股,中心股D。,内层股D1,填充股D2,外层股D。
钢丝绳中各股的直径之比与钢丝绳的捻距倍数密切相关,设计时取钢丝绳的捻距倍数为7,为保证钢丝绳受力时内外层股伸长一致,内层绳捻距倍数取6。按照用户要求,钢丝绳加大量。取2%,钢丝绳的设计直径Da=Dx(1+8)=28.00mm×(1+2%)=
28.56mm。
根据文献自-6]中相关表格可以查出16×6:
IWRC钢丝绳的近似捻制系数ms=6.469,根据钢丝绳的结构几何关系,可通过计算得出:外层股D3=D/m选=28.00mm/6.469=4.33mm;内层绳外接圆D内=Da-2×D,=28.56mm-2×4.33mm=
19.90mm。
考虑到内层绳与外股的接触方式,并根据多层股钢丝绳设计与生产经验,内层绳的加大系数取1.032,可计算出:内层绳的设计直径为D内B=Dg×
1.032=19.90mm×1.032=20.54mm。
再根据内层绳的结构和设计直径,并查找文献4-6]可知内层绳的近似捻制系数mg=2.448,计算得:内层股D,=Dgg/mg =20.54mm/2.448=
8.39mm;中心股Do=D4B-2×D1=20.54mm-
2×8.39mm=3.76mm。
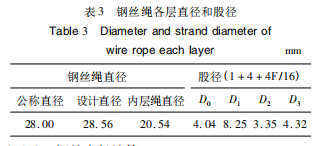
根据计算出的股径以及钢丝绳结构几何关系,通过绘图法得出填充股D,=3.27mm。考虑股间合理的间隙,各股直径大小进行适当调整0,调整后各股的直径见表3。
2.1.3钢丝直径计算
表4为16×6:IWRC钢丝绳各股中不同位置的钢丝直径代表符号。

(1)中心股钢丝直径。中心股结构为1×7,股捻距取7倍,外层丝6根,mo=3.068,o外=Do/mo=
4.04mm/3.068=1.32mm;o中=Do-2×8o外=
4.04mm-2×1.32mm=1.40mm。
(2)内层股钢丝直径。内层股结构为1+6+
6F+12,股捻距取7倍,外层丝12根,m,=5.091,
8,外=D1/m:=8.25mm/5.091=1.63mm。根据内层股钢丝直径比81外8填:81内:61中=1:0.4334:
1.0680:1.0970,得出内层股钢丝直径分别为81第=0.71mm,1内=1.74mm,81中=1.79mm。
(3)填充股钢丝直径。填充股结构为1×7,股捻距取9倍,外层丝6根,m2=3.041,2外=D2/m2=
3.35mm/3.041=1.10mm;62中=Do-2×82外=
3.35mm-2×1.10mm=1.15mm。
(4)外层股钢丝直径。外层股结构为1×6,股捻距取7倍,外层丝5根,m3=2.746,83外=D,/m3=4.32mm/2.746=1.57mm;根据外层股钢丝直径比82外63中=1:0.7027。得出外层股中心丝83中=4.32
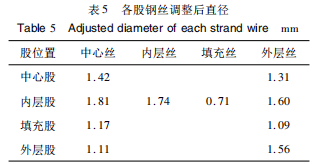
mm-2×1.57mm=1.18mm。考虑合理的钢丝间隙,对各股中钢丝分别进行适当调整,调整后各股中钢丝直径见表5。
2.1.4钢丝绳捻距和捻向
通过设计及计算结果可得出:钢丝绳捻距S=
28.00mm×7=196.00mm;内层绳捻距S为=20.54
mm×6=123.24mm;中心股捻距S。=4.04mmx
7=28.28mm;内层股捻距S,=8.25mm×7=57.75
mm;填充股捻距S,=3.35mm×9=30.15mm;外层股捻距S,=4.32mm×7=30.24mm。
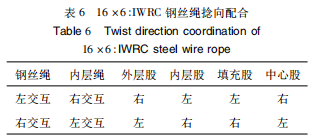
多股钢丝绳抗旋转性与各股和各层绳的捻向有着重要关系园,为了保证钢丝绳具有最好的抗旋转性,各股的捻向设计见表6。
2.1.5制绳钢丝质量控制钢丝绳的综合力学性能与制绳钢丝质量密切相,生产高质量钢丝绳的基础就是能够生产出高品质的钢丝。在制绳钢丝生产过程中,严格按照生产流程和工艺进行,原材料选择宝钢72A线材,由比利时FIB公司热处理生产线进行预处理,生产出索氏体化程度很高的半成品,再按照拉丝工艺进行多道次、小压缩率的拉拔,拉拔过程中重点控制冷却、润滑和钢丝应力,使每盘钢丝的力学性能均达到工艺要求。
2.1.5制绳钢丝质量控制钢丝绳的综合力学性能与制绳钢丝质量密切相,生产高质量钢丝绳的基础就是能够生产出高品质的钢丝。在制绳钢丝生产过程中,严格按照生产流程和工艺进行,原材料选择宝钢72A线材,由比利时FIB公司热处理生产线进行预处理,生产出索氏体化程度很高的半成品,再按照拉丝工艺进行多道次、小压缩率的拉拔,拉拔过程中重点控制冷却、润滑和钢丝应力,使每盘钢丝的力学性能均达到工艺要求。
2.1.6钢丝绳的捻制
16×6:IWRC-28.00钢丝绳各股分别在305/6和305/36合股机上生产,其中外层股采用1+6分线盘时出现股面不平现象,经过调整钢丝张力后得到改善。
16×6:IWRC一28.00钢丝绳分2次捻成,首先在具有8个筐篮的合绳机上捻制结构为1+4+4F的内层绳,使用8分度预变形器;其次是在630/18合绳机上捻制出成品钢丝绳。捻制过程中内层绳需进行翻身加捻,各股的张力应及时调整,防止出现内层绳起笼或绳面不平等现象。钢丝绳还需进行淋油处理。
2.2研制结果
通过精确设计和生产控制,16×6:IWRC一28.00钢丝绳研制成功。现场测量钢丝绳实际参数均符合工艺设计要求,其中实测绳径28.50mm,主股直径4.33mm,内层股径8.26mm,中心股径4.04
mm,钢丝绳实测捻距195.00mm,内层绳实测捻距125.00mm。钢丝绳的破断拉力试验值为524kN。
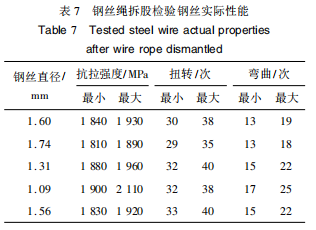
钢丝绳拆股试验结果表明,钢丝绳捻制后钢丝的力学性能均满足GB8918-2006的要求,拆股检测结果见表7。
3结语
3结语
16×6:IWRC钢丝绳由于其结构的优点,既消除了18×7类钢丝绳的缺陷,也弥补了普通单股钢丝绳的不足。随着起重机市场的发展,抗旋转钢丝绳的需求越来越大,产品附加值也较高,但是结构的变化也导致生产难度增大,这不仅需要有先进的设计技术和生产设备,更需要操作者具有较高的操作技能和风险预判能力。只有提高工人操作技能、规范操作过程,才能批量生产高寿命的16×6:IWRC抗旋转钢丝绳,使其性能得到充分展现。
Copyright © 2002-2019 南通昌源版权所有 Power by DedeCms